執(zhí)行標(biāo)準(zhǔn):
液壓張緊裝置的設(shè)計(jì)、制造、安裝、驗(yàn)收應(yīng)以中國國家標(biāo)準(zhǔn)(GB)為基礎(chǔ),并參考下列規(guī)范和標(biāo)準(zhǔn):
DLJ52 電力建設(shè)及施工驗(yàn)收規(guī)范
GB985氣焊、手工電弧焊及氣體保護(hù)焊焊縫坡口的基本形式與尺寸
GB986埋弧焊焊縫坡口的基本形式與尺寸
GB3323鋼熔化焊對(duì)接接頭射線照相和質(zhì)量分級(jí)
GB11345鋼焊縫手工超聲波探傷方法和探傷結(jié)果分析
GB1184形狀和位置公差、未注公差的規(guī)定
GB1901公差與配合尺寸至500mm孔、軸工差帶與配合
GB/T1804一般公差線性尺寸的未注公差
GB1764漆膜厚度測定法
JB/ZQ4000.7鍛件通用技術(shù)要求
GB12348工業(yè)企業(yè)廠界噪聲標(biāo)準(zhǔn) II類混合區(qū)評(píng)價(jià)標(biāo)準(zhǔn)
GB11352-89一般工程用鑄造碳鋼
GB700-88普通碳鋼鋼結(jié)構(gòu)
GB5680-85高錳鋼鑄件技術(shù)條件
JB/TQ4000.3焊接通用技術(shù)條件
IEC/GB電動(dòng)機(jī)技術(shù)標(biāo)準(zhǔn)
GBJ17-88鋼結(jié)構(gòu)設(shè)計(jì)規(guī)范
GB324-88鋼焊縫符號(hào)表示法
GB700-88碳素鋼結(jié)構(gòu)
GB1184形狀和位置公差、未注公差的規(guī)定
GB/T1804一般公差線性尺寸的未注公差
GB3767噪聲源聲功率級(jí)的測定
GB5676-86一般工程用鑄造碳鋼
GB5677鑄鋼件射線照相及底片等級(jí)分類方法
GB6402鋼鍛材超聲縱波探傷方法
GB8923涂裝鋼材表面銹蝕等級(jí)和除銹等級(jí)
GB9286色漆和清漆漆膜的劃格試驗(yàn)
膠帶機(jī)張緊力可知、可測、可控
可根據(jù)輸送機(jī)的工況及對(duì)膠帶張力的不同要求,任意調(diào)節(jié)輸送機(jī)起動(dòng)時(shí)和穩(wěn)定運(yùn)行時(shí)的拉緊力(拉緊力的調(diào)節(jié)范圍由所選型號(hào)確定),完全可以達(dá)到起動(dòng)時(shí)的拉緊力比穩(wěn)定運(yùn)行時(shí)的拉緊力大1.4-1.5倍的要求。電液系統(tǒng)一旦調(diào)定后,即按預(yù)定程序自動(dòng)工作,保證膠帶在理想狀態(tài)下工作,克服了其他類型拉緊裝置拉緊力或大或小、難以控制的弊病。
由于拉緊裝置的拉緊力可以根據(jù)需要自動(dòng)調(diào)節(jié),所以使輸送機(jī)在穩(wěn)定運(yùn)行時(shí)的張力明顯降低(一般可降低15-30%),在輸送機(jī)基本參數(shù)不變的情況下,該拉緊站與其他類型的拉緊裝置相比,可以降低膠帶的強(qiáng)度等級(jí),并能減小輸送機(jī)的功率,因而能減少設(shè)備的初期投資及運(yùn)行費(fèi)用。

主要技術(shù)參數(shù)
2.1 自動(dòng)液壓張緊裝置配置數(shù)量:2套,其參數(shù)如下
(1)拉緊的行程: 8000 mm
(2)對(duì)拉緊的公稱拉力: 150 KN
(3)滑輪組放大結(jié)構(gòu)為: 4 倍
(4)液壓站型號(hào)為: ZYL-150-01
(5)液壓站油箱公稱容積為:200L
(6)液壓系統(tǒng)壓力為:16MPA
(7)蓄能器供油量:2*25L
(8)主要液壓元件為: 力士樂進(jìn)口產(chǎn)品
(9)油缸規(guī)格: HSGФ140/Ф70-2200
(10)油缸缸徑:Ф140
(11)油缸運(yùn)動(dòng)行程為:2200mm
(12)油缸活塞桿桿徑為:Ф70
(13)油缸密封件:愛力 進(jìn)口產(chǎn)品
(14)卷揚(yáng)機(jī)站:JM5(電動(dòng)卷揚(yáng)機(jī))
(15)現(xiàn)場使用電壓380V,控制電壓220V。

本設(shè)備為全液壓方式,結(jié)構(gòu)緊湊,重量輕,操作簡單方便,是膠帶運(yùn)輸機(jī)的理想配套設(shè)備.
該裝置于2000年通過部級(jí),現(xiàn)已形成系列,并已全面推廣.
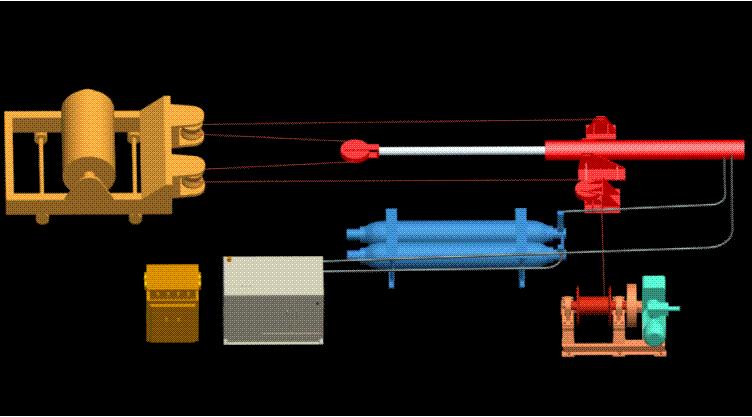
該設(shè)備由液壓泵站,拉緊油缸,蓄能站,電控制箱及附件部分組成.拉緊油缸能過動(dòng)滑輪,鋼絲繩與拉緊小車相連.根據(jù)動(dòng)滑輪的個(gè)數(shù)和鋼絲繩的纏繞方式,有四種安裝方式,根據(jù)用戶實(shí)際情況,對(duì)照表選取.
當(dāng)輸送機(jī)膠帶出現(xiàn)打滑現(xiàn)象時(shí),拉緊裝置能自動(dòng)增加拉緊力。該裝置設(shè)有“手動(dòng)/自動(dòng)”、“近控/遠(yuǎn)控”、“變送器/繼電器”“拉緊力正常”及“故障報(bào)警”等功能,采用中文化文本顯示器進(jìn)行人機(jī)對(duì)話----參數(shù)設(shè)定、實(shí)時(shí)顯示張緊力、運(yùn)行狀態(tài)和故障,并可以與輸送機(jī)的集控裝置連接聯(lián)動(dòng),以實(shí)現(xiàn)對(duì)拉緊系統(tǒng)的遠(yuǎn)距離控制。
http://www.zgcmj.cn



")

心托輥黃頁、調(diào)心托輥公司名錄、調(diào)心托輥供應(yīng)商")
液壓調(diào)偏裝置生產(chǎn)廠家")
糾偏器、輸送機(jī)調(diào)正器、輸送機(jī)防跑偏器")
向型平鍵、滑鍵")
貨")