適用范圍:
帶式輸送機帶速1.5m/s~5m/s范圍內,運量100T/h~3500T/h,工作載荷2000N,輸送機傾角≤180。
4、執行標準:
液壓調偏裝置及液壓張緊裝置的設計、制造、安裝、驗收應以中國國家標準(GB)為基礎,并參考下列規范和標準:
DLJ52 電力建設及施工驗收規范
GB985氣焊、手工電弧焊及氣體保護焊焊縫坡口的基本形式與尺寸
GB986埋弧焊焊縫坡口的基本形式與尺寸
GB3323鋼熔化焊對接接頭射線照相和質量分級
GB11345鋼焊縫手工聲波探傷方法和探傷結果分析
GB1184形狀和位置公差、未注公差的規定
GB1901公差與配合尺寸至500mm孔、軸工差帶與配合
GB/T1804一般公差線性尺寸的未注公差
GB1764漆膜厚度測定法
JB/ZQ4000.7鍛件通用技術要求
GB12348工業企業廠界噪聲標準 II類混合區評價標準
GB11352-89一般工程用鑄造碳鋼
GB700-88普通碳鋼鋼結構
GB12348工業企業廠界噪聲標準 II類混合區評價標準
GB11352-89一般工程用鑄造碳鋼

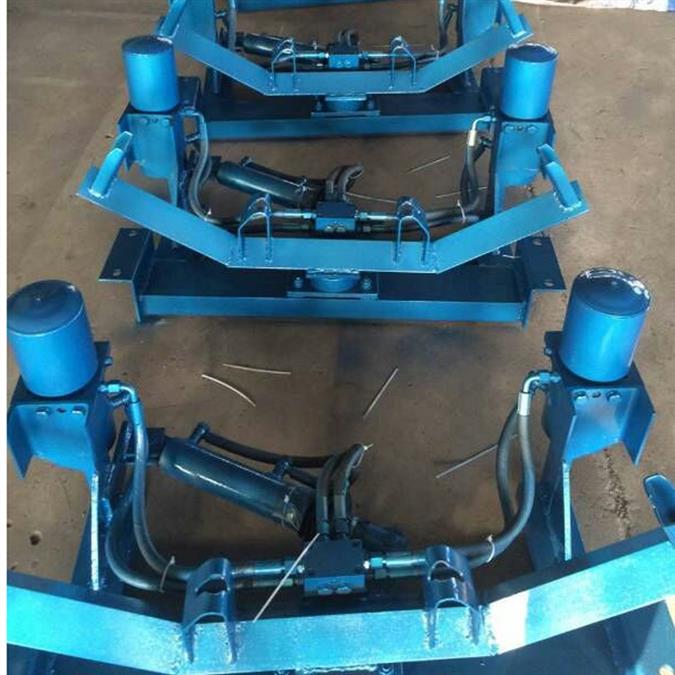
工作原理
1、通過設置固定支架和豎直支架,使得整個裝置穩固,運行可靠。
2、在皮帶運行過程中由于各種原因導致皮帶跑偏后,皮帶兩端與糾偏輪相連,跑偏的皮帶帶動糾偏輪轉動,糾偏輪驅動糾偏油泵,通過在固定支架的中部液壓糾偏裝置內的轉角裝置,活塞桿帶動連桿,連桿帶動旋轉軸,旋轉軸帶動托輥支架旋轉,托輥支架的轉動使得皮帶回歸正常位置。
設計采用通用的外形尺寸。安裝維修簡便,無需對糾偏裝置支架及其它部件加以改動。
五、安裝、調試、操作
1、裝置的安裝應按照帶式輸送機總圖要求,準確地安裝到位,保證糾偏裝置與皮帶有足夠的張力。
2、安裝上裝置時,帶有糾偏輪的一邊應朝皮帶運行的反方向。
3、糾偏裝置安裝后,輥子應保持轉動靈活。
4、安裝時要求糾偏裝置輥子上表面位于同一水平面上。

主要技術參數
2.1全自動穩調裝置采用高壓膠管加組合墊圈靜態平型密封,出廠前試驗在系統壓力2.5倍的情況下運行8小時,無滲油、漏油現象。
1、全自動穩調裝置采用高壓膠管耐壓大于10MPa,而設備運行所需壓力在1.5MPa以內.管道接頭采用平行密封.
2、全自動穩調裝置采用閩臺進口愛力牌孔用圈型號為50*63-8的2件,O型圈型號是¢63*3.1的2件.
3、全自動穩調裝置采用全密封結構,不怕水.不怕粉塵,不損傷皮帶, 內部連桿采用防銹、防腐、工序處理,活塞桿采用鍍鉻處理。
4、全自動穩調裝置的加油方便,具體位置見圖紙。
5、全自動穩調裝置的支架、托輥、按裝位置都采用DTII皮帶設計手冊標準。
6、全自動穩調裝置采用瑞士進口SKF軸承,型號為SKF6206的2只,SKF6205的2只,SKF6010的一只。
7、全自動穩調裝置所裝配的連桿、銷軸、活塞、活塞桿、油缸生產都符合GB/T6578-1986和GB/T10205-2000的標準、裝配符合GB/T9094-1988標準。出廠前試驗都要達到配合合理,轉動靈活。
http://www.zgcmj.cn



")





